
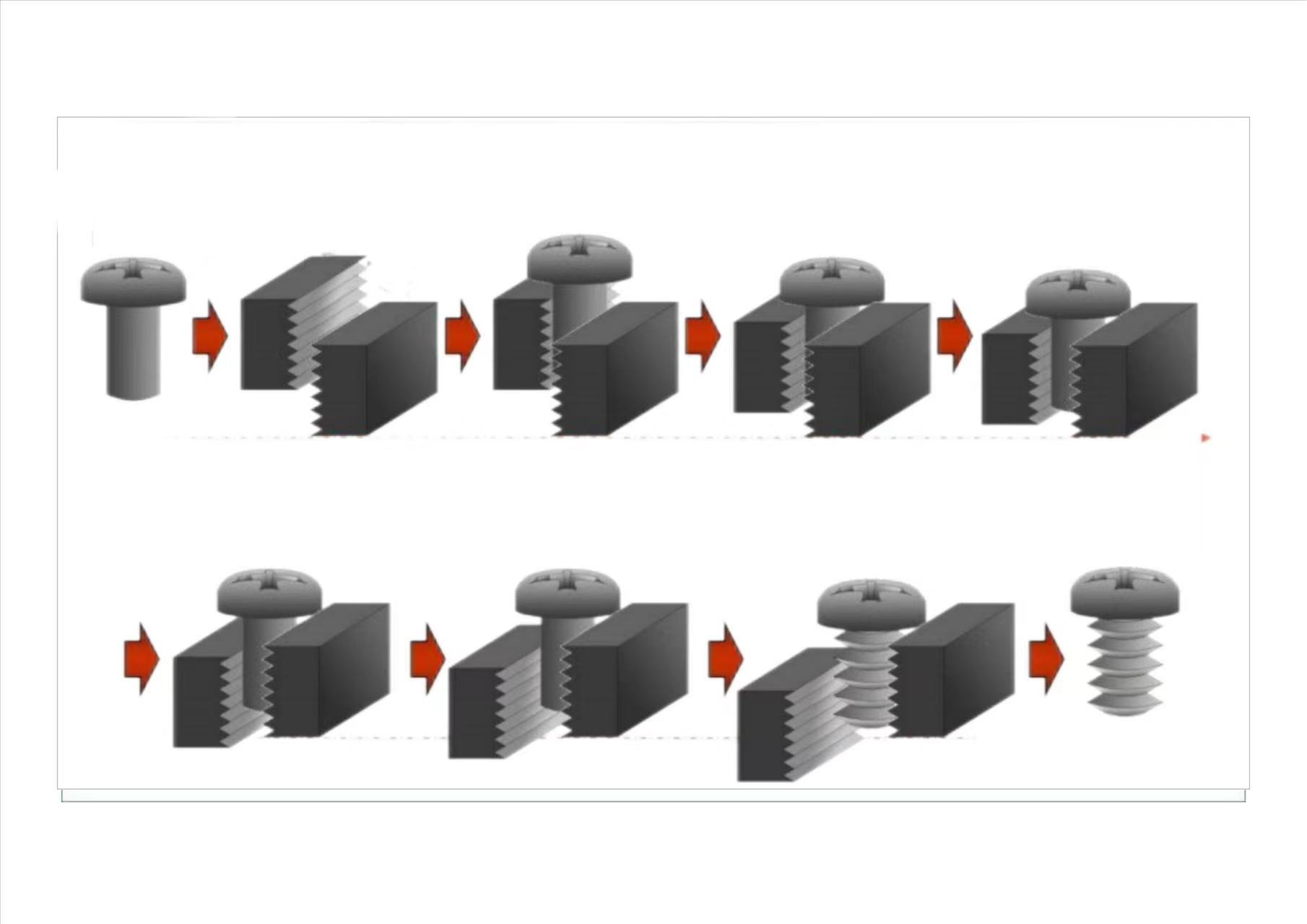
Az éles hegyű csavarok hasonlóak a gépcsavarokhoz, de a csavar menete egy speciális menet az önmetsző csavarokhoz.Két vékony fém alkatrész egymáshoz rögzítésére szolgál, hogy egyetlen darabot képezzenek, és előzetesen kis lyukakat kell készíteni az alkatrészeken.A csavar nagy keménysége miatt közvetlenül becsavarható az alkatrész furatába, így érzékeny belső menetet képez az alkatrészben.Ez a fajta kapcsolatképzés egyben eltávolítható kapcsolat is.


A tüskés farkú csavar előkészítési folyamatának vagy gyártási folyamatának első része a tekercselési folyamat.Az eljárás az alapanyag gyártója által vásárolt eredeti tekercsek.A tekercs fő paraméterei a következők: A, B márka, C név, D specifikáció, E anyag, kemenceszám vagy F tételszám, mennyiség vagy tömeg.A szénacél tekercsek fő kémiai összetétele: C, Mn, P, S, Si, Cu, Al, amelyek közül minél kisebb a Cu, Al tartalom, annál jobb.

A csavargyártás második folyamata a huzalhúzás.A huzalhúzási folyamat célja a számunkra szükséges huzalátmérő elérése (pl. 3,5 mm-es huzalhúzásig).
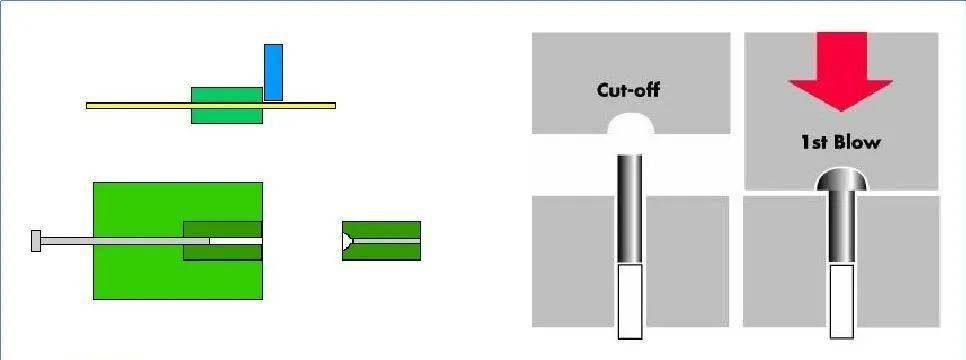


A harmadik folyamat a hidegfejezés (fejezés) folyamat.A szerszámok közötti kölcsönhatás révén először vágja el a huzalt, csavarja fel csavardarabokra, alakítsa ki a fejet, kereszthornyot (vagy más típusú fejtípust) a menetdarab átmérőjét és hosszát, lekerekítse a fej alatt stb.
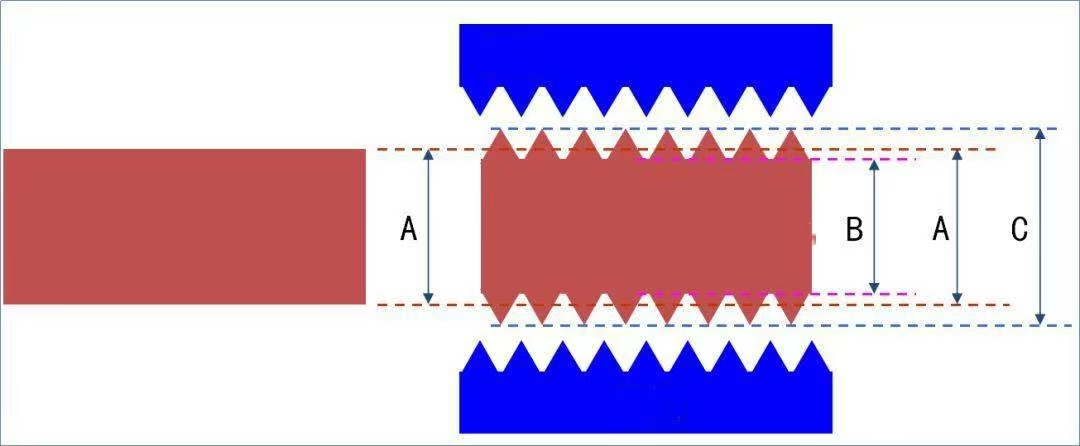

A menethengerlés a gyártás negyedik folyamata.A hideg fejlécekből kigördülnek a szálak, a mozgatható és rögzített foglemezek egymásra hatásával alakul ki a menetmintázat.

5, hőkezelési folyamat
01. Cél:
Ahhoz, hogy a csavart a hidegfejezési folyamat során nagyobb keménység és szilárdság elérése érdekében
02. Szerep:
A fém önmetsző reteszelésének eléréséhez
Javítja a fém alkatrészek mechanikai tulajdonságait, például csavarodást, szakítószilárdságot, kopásállóságot
03. Osztályozás:
A. Lágyítás: (700 ℃ x 4 óra): megnyúlt szervezet - ortogonális poligonizáció.
B. Karburizáló hőkezelés (szén hozzáadása a fém alkatrészekhez a felületi keménység javítása érdekében, alacsony széntartalmú fémanyagok esetén)
C. Edzés hőkezelés (nem adnak hozzá elemeket a fémhez, a fém belső szerkezetét a hőmérséklet változása megváltoztatja a jobb mechanikai tulajdonságok elérése érdekében) Az ausztrál piac iránt erős a bizalom, kiváló külkereskedelmi értékesítők, sokféle gyárként, a termékszállítás és minőség szigorú ellenőrzése, hallgatólagos csapat stb. miatt versenyzünk az ausztrál piaci chipekért.
A végső folyamat a felületkezelési eljárás, más néven bevonat.A bevonat után a termék felülete megmutathatja a kívánt színhatást és a felületi antioxidáns bevonat hatását.

A XINRUIFENG Fastener fő termékei az éles hegyű csavarok és a fúróvégű csavarok.
Az éles végű csavar gipszkarton csavarokat, forgácslapcsavarokat, önmetsző csavarokat, csk-fejű, hatlapú fejű, rácsos fejű, tányérfejű és tartófejű éles hegyű csavarokat tartalmaz.
A fúróhegyű csavar tartalmaz gipszkarton csavarokat fúróhegyet, csk fejű önfúró csavarokat, hatlapfejű önfúró csavarokat, hatlapfejű önfúró csavarokat EPDM-mel;PVC;vagy gumi alátét, rácsos fejű önfúró csavarok, tányérfejű önfúró csavarok és tányérkeret önfúró csavarok.
Sikerünk három pillére a kiváló minőség, a versenyképes ár és az időben történő szállítás.És hosszú távú partnerséget kívánunk kialakítani, és minden ügyfelünkkel mindenki számára előnyös megoldást szeretnénk elérni.
Feladás időpontja: 2023. június 28